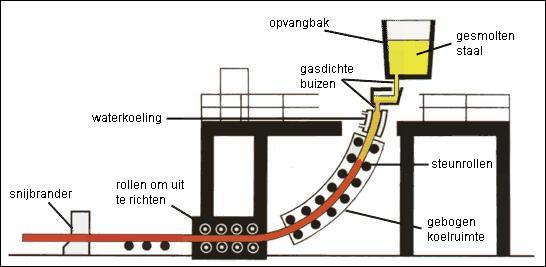
 Vlak bij de staalfabriek staat de continugietmachine. Het vloeibare staal wordt in een soort mal gegoten.
Vlak bij de staalfabriek staat de continugietmachine. Het vloeibare staal wordt in een soort mal gegoten. Door het afkoelen houdt het staal zijn vorm.
Door het afkoelen houdt het staal zijn vorm. Met tussenposen wordt de stroom stollend staal afgebrand tot plakken staal.
Met tussenposen wordt de stroom stollend staal afgebrand tot plakken staal. Deze roodgloeiende plakken worden doorgeschoven op rollerbanen.
Deze roodgloeiende plakken worden doorgeschoven op rollerbanen. En in opslag genomen om verder af te koelen. Na afkoeling kunnen deze plakken al een eindproduct zijn en worden vervoerd naar de klanten. Maar het overgrote deel van de plakken wordt verder bewerkt in de warmbandwalserij.
En in opslag genomen om verder af te koelen. Na afkoeling kunnen deze plakken al een eindproduct zijn en worden vervoerd naar de klanten. Maar het overgrote deel van de plakken wordt verder bewerkt in de warmbandwalserij. In een warmbandwalserij worden plakken uitgewalst tot rollen staal.
In een warmbandwalserij worden plakken uitgewalst tot rollen staal.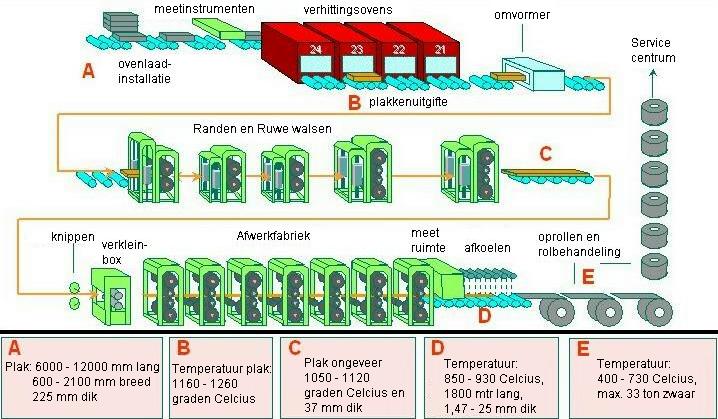
 Hiervoor moet natuurlijk eerst de plak weer genoeg verhit worden om het uit te walsen. Omdat het proces van opwarmen van plakken nogal wat energie kost, bestaat er nu ook een gietwalsinstallatie, dat de stap met afkoelen van plakken overslaat. Het vloeibare staal wordt dan direct omgewalst tot rollen staal in één fabriek.
Hiervoor moet natuurlijk eerst de plak weer genoeg verhit worden om het uit te walsen. Omdat het proces van opwarmen van plakken nogal wat energie kost, bestaat er nu ook een gietwalsinstallatie, dat de stap met afkoelen van plakken overslaat. Het vloeibare staal wordt dan direct omgewalst tot rollen staal in één fabriek. Nadat de plak de juiste temperatuur heeft, wordt het grof uitgewalst om het als het ware het uit te rekken.
Nadat de plak de juiste temperatuur heeft, wordt het grof uitgewalst om het als het ware het uit te rekken. Er komen dan veel verschillende walsen achter elkaar aan de beurt om iedere keer het staal steeds dunner uit te walsen. Een warmbandwalserij is dan ook een heel lang gebouw.
Er komen dan veel verschillende walsen achter elkaar aan de beurt om iedere keer het staal steeds dunner uit te walsen. Een warmbandwalserij is dan ook een heel lang gebouw. Als het staal de juiste dikte en lengte heeft, wordt het opgerold en met staalband vastgebonden. Dit wordt in opslag genomen voor verdere bewerking. Deze rollen worden vervoerd met speciale hukwagons, waar rollen in een soort wig vaststaan, zodat ze stevig staan tijdens het vervoer over het uitgebreide spoornet op het terrein. Ook bestaat er een ondergrondse lopende band voor warmgewalste rollen naar opslaghallen. Ook dit kan weer een eindproduct zijn voor de klant.
Als het staal de juiste dikte en lengte heeft, wordt het opgerold en met staalband vastgebonden. Dit wordt in opslag genomen voor verdere bewerking. Deze rollen worden vervoerd met speciale hukwagons, waar rollen in een soort wig vaststaan, zodat ze stevig staan tijdens het vervoer over het uitgebreide spoornet op het terrein. Ook bestaat er een ondergrondse lopende band voor warmgewalste rollen naar opslaghallen. Ook dit kan weer een eindproduct zijn voor de klant.